发布:2025/3/24 23:19:16
来源:wxzt123

6.清洗干燥:酸洗钝化后。应严格按工艺进行中和、冲洗、干燥。残留的酸液。7.保护:焊管方管表面完毕后。应好防护。避免人员抚摸和油污、灰尘等杂物的二次污染。8.避免再:焊管方管表面完毕后。应避免对该零部件或产品的再。方管产品的存储方法:1.储存:应有 存放架。存放架应为木质或表面喷漆的碳钢支架或垫以橡胶垫。以与碳钢等其它金属材质隔离。存放时。储存位置应便于吊运。与其它材料存放区相对隔离。应有防护措施。以避免灰尘、油污、铁锈对焊管的污染。
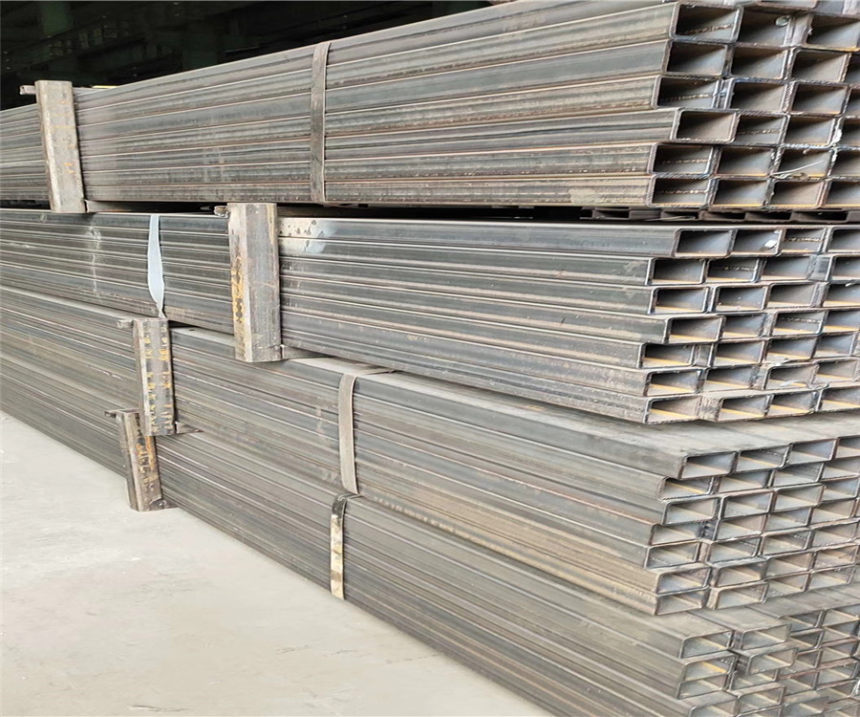
阜阳22*2.5家居馆材质齐全方管厂家
无锡方管 方管厂家、矩形管、方矩管、无锡无缝钢管、20#无缝钢管、45号无缝钢管、16mn无缝钢管、厚壁无缝钢管、大口径无缝管、低温无缝钢管、大口径焊管、无锡无缝方管、Q345b无缝钢管、无锡Q345b无缝钢管。适用于工程、煤矿 、纺织、电力、锅炉、机械、工等各个领域。公司以良好的信誉、 的产品、雄厚的实力、低廉的价格享誉 30多个省、市、自治区、直辖市及国外,产品深得用户依赖。
所谓冷拔方管。就是在不加热的情况下对金属方管共建用冷拔机拔长。优点是不用在高温下进行。缺点是残余应力较大。且不能拔得太长冷拔方管可提高韧性和抗拉强度得到较好的力学性能。冷拔(轧)不锈钢无缝方管流程:圆圆管坯→加热→穿孔→打头→退火→酸洗→涂油(镀铜)→多道次冷拔(冷轧)→坯管→热→矫直→水压试验(探伤)→标记→入库。冷拉方管冷拔方管的区别:冷拉方管和冷拔方管是金属冷的两种不同的方法。两者并非一个概念。
阜阳22*2.5家居馆材质齐全方管厂家
这些敏化不锈钢一般不宜用HNO3+HF溶液除鳞或酸洗。在焊后如必须进行这种酸洗,应采用超低碳或稳定化的不锈钢。不锈钢与碳钢组合件的酸洗对不锈钢与碳钢组合件(如换热器中不锈钢管子、管板与碳钢壳体),酸洗钝化若采用HNO3或HNO3+HF会严重腐蚀碳钢,这时应添加合适的缓蚀剂如Lan-826。当不锈钢与碳钢组合件在敏化状态下,不能用HNO3+HF酸洗时,可采用羟基乙酸(2%)+ (2%)+缓蚀剂,温度93℃,时间6h或EDTA铵基中性溶液+缓蚀剂,温度:121℃,时间:6h,随后用热水冲洗并浸入1mg/L氢氧化铵+1mg/L联氨中。酸洗钝化的后不锈钢工件经酸洗和水冲洗后,可用含1%(质量分数)NaOH+4%(质量分数)KMnO4的碱与高锰酸盐溶液在71~82℃中浸泡5~6min,以去除酸洗残渣,然后用水冲洗,并进行干燥。不锈钢表面经酸洗钝化后出现花斑或污斑,可用新鲜钝化液或较高浓度的擦洗而消除。 终酸洗钝化的不锈钢设备或部件应注意保护,可用聚乙薄膜覆盖或包扎,避免异金属与非金属接触。对酸性与钝化废液的,应符合 环保排放规定。坑凹坑是指在钢材表面呈现无规则的、大小及深浅不一的凹点。形成原因:轧辊孔型在运输、装配时存在缺陷;轧制低温钢或堆钢打滑时将孔型磨坏或割钢时割坏;氧化铁皮、导卫零件等异物被咬入孔型,附着在轧槽上造成孔型缺损,或出口导卫过低,前端轧槽摩擦所致。消除措施:上线前检查轧槽是否缺损;不轧低温钢;勤点检,发现导卫中残存异物及时消除,及时更换;出口导卫不正确;规范料型,轧槽起线或磨损时,及时更换。叠折叠是一种在钢材表面形成的各种角度的折体,长短不一。


最新信息